全国服务热线:13815109058
执行技术标准
1.1 GB/T6725-2017《冷弯型钢技术条件》
1.2 GB/709-2016《热轧钢板和钢带的尺寸、外形、重量及允许偏差》
1.3 GB6723-2008《通用冷弯开口型钢尺寸、外形、重量及允许偏差》
1.4 GB/708-2006《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》及双方确认的技术文件
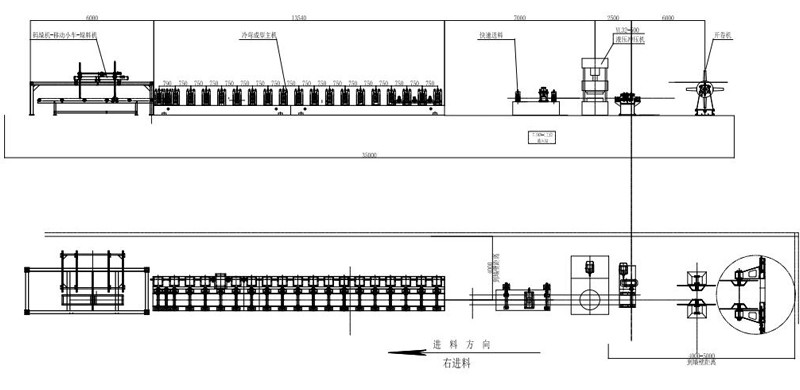
一、机组工艺流程简介:
本设备设定有手动操作和自动操作两种操作模式,手动状态下通过行吊吊装,把使用钢卷吊装在专用上料开卷中,有人工操作钢带送入整平机校平,通过装在整平机上的旋转编码器计数,控制整平送料长度定尺,有装在油压机底部的冲孔切断模具冲孔切断,中间加强孔同步冲孔,钢板冲孔切断后有设备中夹送辊送入成型机机成型,由于成型钢板为高强板,成型道次增加到20架,成型机出口处增加一套无动力矫正辊轮,矫正扭曲护栏板,护栏板成型后通过出口处的动力输送料架定位,有自动码垛机搬用至堆料架上,通过层次叠加,累计设定件数,有堆料架动力输出,行吊或叉车转移。
二、设备流程一览表
放料架—整平送料—编码器定尺—冲孔/切断—冲加强孔—快速送料—成型主机—码垛机—收料架—成品—电器控制柜
三、设备综合参数:
1、原材料机械性能及规格:
材质:高强钢510-800(600-800mpa)
钢带厚度:2.5mm-4.0mm
钢带宽度:745-750mm
钢卷内径:φ508-φ760
钢卷外径:≤φ1800
钢卷重量:≤12T
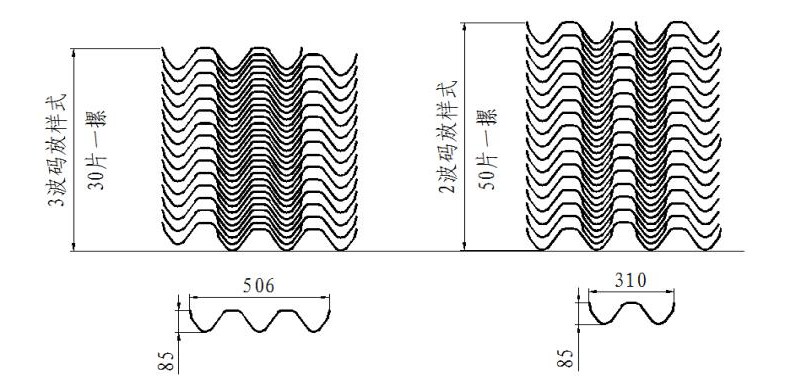
2、产品规格:
产品:产品一50685
产品宽度:506±5mm
产品高度:83±5mm
产品长度:4320mm±5mm
长度公差:4320mm±5mm
3、机组技术规格:
成型方式:辊式冷弯成型
生产速度:≤15m/min(4320mm长度每分钟2-3张)
进料方向:右进料
主电压:380V,50Hz
机组总功率:约159.2KW
4、设备部件材质:开卷机、A3钢板焊接
整平机:辊轮Cr12
油压机:铸铁件
冲孔切断模具:DC53牌坊、铸铁轴、40r调质处理
成型模具Cr12mov
设备机座 :A3钢板焊接
码垛机框架 140x140x5方管焊接
四、设备主要部件详细数据介绍:
1、放料架:双锥式电动推进夹紧放料架,承载重量12吨。采用丝杆传动,电动移动涨紧,传动电机功率2.2KW,摆线针轮减速机,
速比35;涨速钢卷内径范围480mm-760mm,有效挂料钢卷外径1800mm,中心高度1000mm,锥型结构,开卷配放料制动机构,配¢300止动轮一套,机架采用12mm钢板焊接,经时效后刨加工而成。


2、整平送料:
墙板式11辊整平机,整平辊直径120mm。材质为Cr12,热处理HRC58º~60º。整平机前后配置导向立辊,进料口配压料装置。电机功率18.5KW,变频调速,硬齿面减速器ZYL200速比(i=20),校平速度1-30M/分,速度可调,整平进料宽度范围450-750mm。
矫平辊两端为双轴承,矫平机在手动状态时可正反转点动控制。板材由夹送辊送入矫平辊,经反复方变形后达到矫平目的,使钢带矫平后顺利进入冲孔模具。设备主要有动力部分、升降部分、机架部分和辊轮组成。

3、冲孔切断:
选用YL32-400系列杨力集团生产的四柱式液压冲压机(国标型),
1)三梁四柱式结构,简单、经济、实用、
2)动作可靠、使用寿命长油压冲击小
3)独立电器控制系统工作可靠、动作直观、维修方便全系统采用PLC系统控制。
4)通过面板操作选择,可实现多种功能转换,
5)液压站电机功率22KW,
6)设备有效使用工作台面1400mmx1400mm
7)系统工作压力25.5mpa
8)设备整机重量约18T
9)设备配三波冲孔切断模具1套,冲孔模具展开图、孔型图有买方提供,按买方图纸加工,切断、冲孔模具材质DC53

4、加强孔冲孔机:
冲孔采用4柱式结构,另配加强孔冲孔机构1套,冲孔模具采用6孔式结构,三波通用,冲头采用螺栓紧固,配独立油压系统,电机功率7.5KW,一工位,带油压冷却风扇,油缸直径¢180mm,型程70mm,四柱结构,机座采用钢板焊接时效处理。

5、编码器定尺:
编码定尺,编码器装在11辊矫平机出料上辊,上辊为被动辊,编码器装在被动辊上,保证送料精度,这样可确保定尺要求。采用欧姆龙品牌,编码器定尺精度:±2mm。编码器长度定尺精度4320±2.0mm;长度可根据实际需求,在电柜触控屏中自行修改,满足生产需求。
6、快速送料:(气源客户自备)
快速送料机2对,独立传动机构,板材切断后快速送入主机。电机功率3KW,4极普通电机,配摆线针轮减速机一套,速比31.5;送料辊辊径¢120mm,材质为Cr12,热处理HRC58º~60º。钢带有效进料宽度范围450-750mm,送料厚度范围在2.5-4.0mm,
7、成型主机:
GY250成型主机20架,独立开口牌坊式结构,牌坊材质铸铁,设备有齿轮箱、牌坊、机座、轴、滑块、轴承、盖板、链轮等配件组成,机械展开宽度为750mm。导向立辊架5付,辊轴直径φ110,材料40Cr,调质处理。单出轴下传动GY250型齿轮箱18只,螺旋伞齿结构,主机功率75KW,变频调速,配ZQ750减速机,速比48.57,五型装配。传动齿轮箱之间用1.5寸双排链传动;与辊轴之间用链轮链条连接,机座采用钢板焊接,主机轧制成型速度长度为4320mm的成品约2-3张。


8、控制系统:
生产线PLC自动化控制生产速度可调,可手动和自动控制生产线各部件的动作协调,液晶显示触摸屏,人机界面。实现人与PLC的交互。操作人员通过设定的程序自动运行(可编程控制)并对控制过程进行监控,PLC预留DCS接口预留远程控制,实现操作人员控制生产线和修改控制参数,并可实时监控设备运行状态,运行参数和故障指示等。制件长度数字设定,制件长度可调整。实时监控设备运行状态和故障指示。操作方式有手动/自动两种。具有手动、自动切换功能:在手动状态下,能进行单机运行,方便维修;在自动状态下,进行全线生产运行,顺序启动;全线设有急停按钮,易于处理紧急事故,保证设备和操作人员安全,机旁设有手动操作急停按钮(前、中、后)
9、成型模具:
三波护拦板滚压成型模具一套,模具全部采用锻件锻打,模具材质Cr12mov,通过2次加工,整体淬火,硬度HRC58~62º,
10、码垛机(客户自选设备)
设备采用框架是结构,机架采用140方管焊接,长6米宽2.2米,高1.5米,配35X2.2m直线导轨2根,小车左右移动时保持平衡,传动方式采用电机齿轮齿条移动,移动电机功率1.5KW伺服机,升降电机功率1.5KW伺服,移动小车采用150槽钢焊接,电磁吸盘采用150定制吸盘,电压24V,3波型材配4套,独立的控制操作台,PLC操作系统,吸盘升降采用圆柱式齿轮齿条传动,输送电机功率1.5KW摆线针轮减速机,行程有编码器计数控制,2波板可磊加50片,堆料小车采用移动式,有框架焊接,链条移动,电机功率1.5KW,可手/自动转换,型材输送小车采用槽钢焊接,配定位导轮,

11、其它:
设备经除锈处理后,先涂钢构专用防锈漆,防锈漆必须覆盖全面,再涂优质面漆,颜色为蓝和绿。转动部分应用警示色区别。
四、设备对工厂条件要求:
1、电源电压380V±10%,频率50Hz±10%。
2、使用环境:适用-10°C-50°C,湿度20%-80%。
3、防护等级、电器控制柜、操作台、电机:IP40。
4、全套机主功率约159.2KW
5、需方自备:电源总开关、现场用电线、串线配管、齿轮油(CKC-150°)170kgx2桶抗磨液压油(46°170kgx10桶
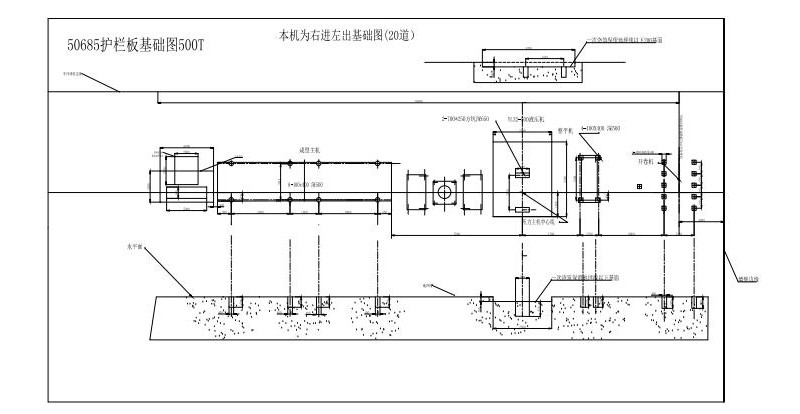
6、设备用地要求:长38米x宽6米x高6米
7、在设备安装过程中,有需方提供人员,吊具,配套工具等辅助设施。
五、设备地基图:

抗震支架设备的设计要求和抗震支架安装流程抗震支架越来越普及,有些朋友还不了解抗震支架的设计要求,现在我们就简单介绍一下抗震支架的设计要求:抗震支吊架可以在地震中给予机电各系统充分保护,可以可用于抵抗来...
全球主要有三大地震带: 环太平洋地震带、欧亚地震带、海岭地震带。其中,环太平洋地震带集中了世界上80%的地震。中国位于世界两大地震带——环太平洋地震带不欧亚地震带之间。20世纪以来,中国共发生6级以上地震近8...

抗震支架设备的支撑形式。抗震支吊架的斜撑的支撑形式主要分为两种。1、刚性支撑刚性支撑由于需要同时抵抗拉力和压力两种,所以一般选用镀锌钢管等材料以单边撑的形式存在。2、柔性支撑柔性的支撑跟刚性有所不同,它只...

太阳能光伏支架用于固定和安装太阳能电池板。支架结构简单,结构设计合理。支架的尺寸与太阳能电池板的尺寸非常相似,所以在固定和安装太阳能电池板时可以获得更好的稳定性,那么支架是用什么材料制成...

抗震支架设备也被广泛的称之为机电抗震支架系统,是采用先进的技术将电气系统中各管线、配件牢固连接的一种机电抗震结构体系,这种结构设计在目前已经成为抗震设计工作中至关重要的环节,是基于原来承重支吊架系统的...

抗震支架成型机安装与施工一、工法特点1.1 施工步骤 测量→下料→吊点栓胀安装→垂直向吊杆安装→横担(或管卡)安装→侧向、纵向加固件安装。1.2 操作要点(1)管道和电线套管允许纵向偏移,但不得超过更大侧向...




时间:2023-11-15

时间:2023-10-10

时间:2019-01-20

时间:2019-01-15

时间:2024-09-12

时间:2018-12-07

时间:2023-10-27






